แม่พิมพ์อุตสาหกรรม
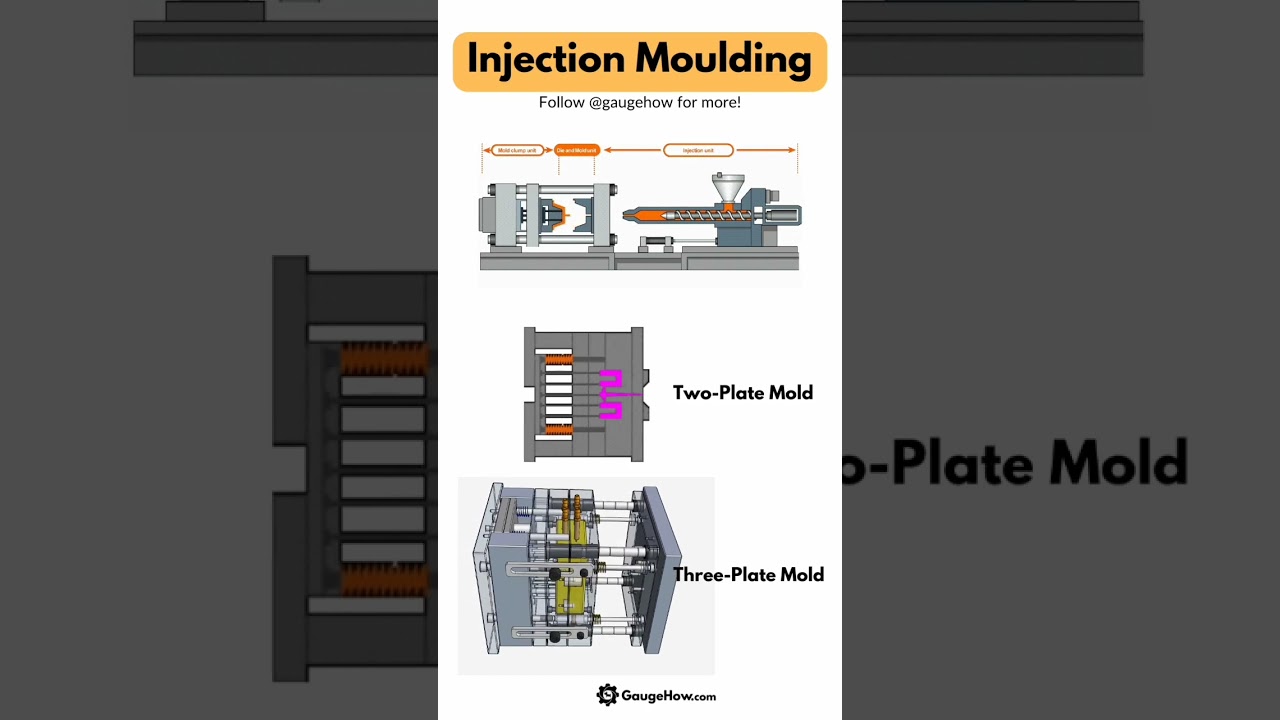
ภาพรวมทางเทคนิค: MOULD DESIGN Tutorial in SOLIDWORKS - Most Important Module to GET A JOB in the INDUSTRY | RVM CAD
บทความนี้จัดทำขึ้นเพื่อเจาะลึกและวิเคราะห์การทำงานของหัวข้อ 'MOULD DESIGN Tutorial in SOLIDWORKS - Most Important Module to GET A JOB in the INDUSTRY | RVM CAD' โดยครอบคลุมถึงโครงสร้างกลไกและระบบการทำงาน เพื่อช่วยให้ผู้สนใจสามารถทำความเข้าใจองค์ประกอบและพารามิเตอร์สำคัญได้อย่างรายละเอียดครบถ้วน
การวิเคราะห์โครงสร้างและการทำงานเชิงลึก
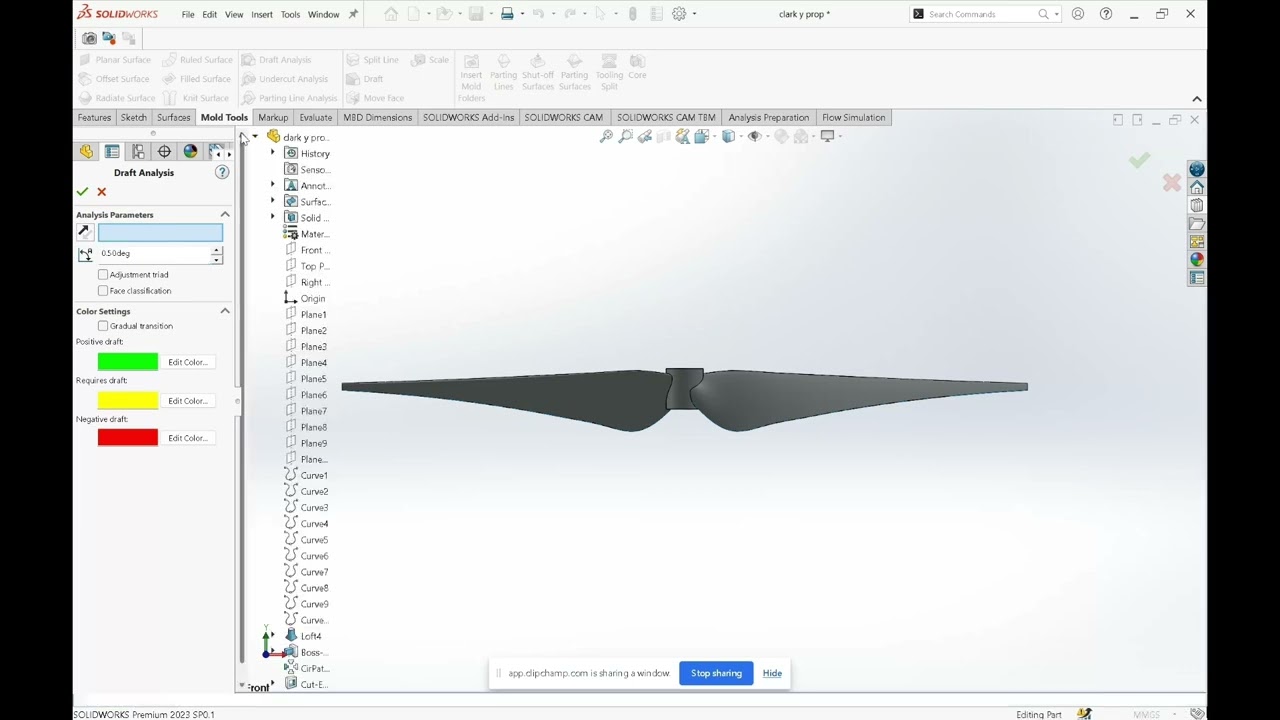
Whatsapp Placement Group 5 - https://chat.whatsapp.com/CEWaHk5WKx2L4enQBPavzI This video explains the Mould Design ...
สรุปสาระสำคัญของระบบ
จากการศึกษาและวิเคราะห์กรณีของ 'MOULD DESIGN Tutorial in SOLIDWORKS - Most Important Module to GET A JOB in the INDUSTRY | RVM CAD' พบว่าการทำความเข้าใจกลไกการขับเคลื่อนและโครงสร้างภายในจะช่วยเพิ่มประสิทธิภาพในการใช้งานและการบำรุงรักษาได้อย่างแม่นยำ