แม่พิมพ์อุตสาหกรรม
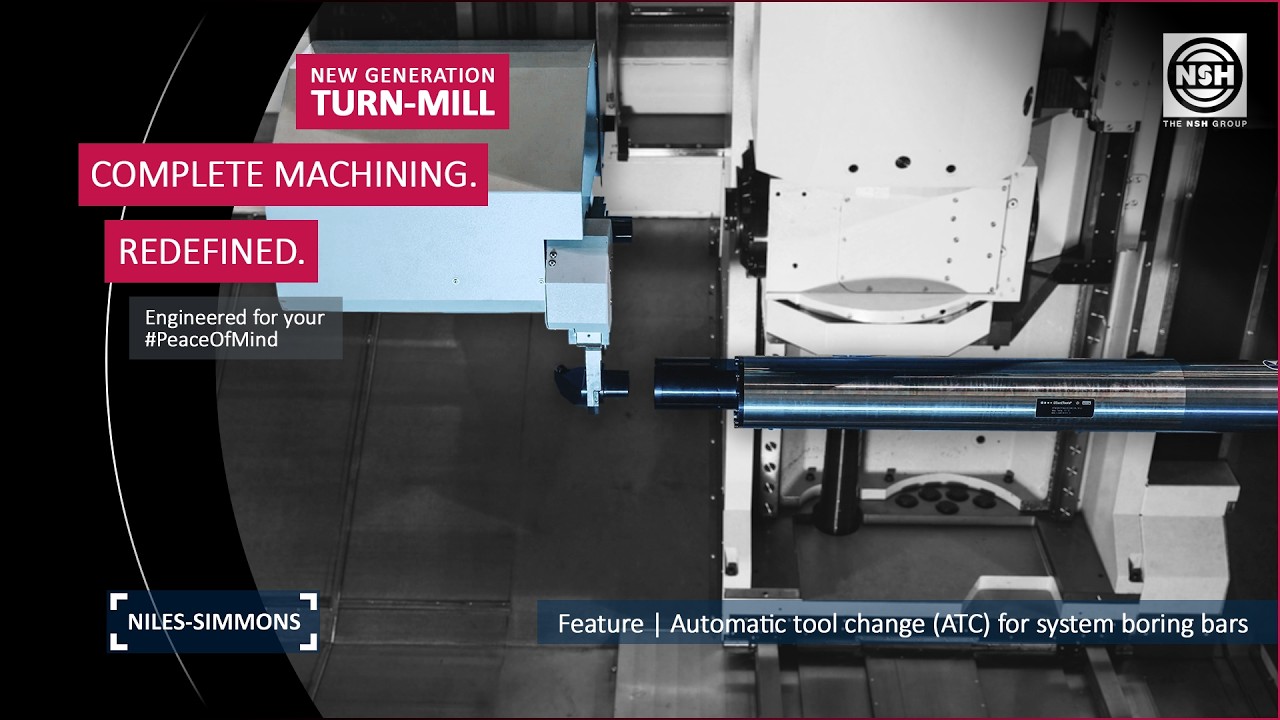
ภาพรวมทางเทคนิค: NILES-SIMMONS TURN-MILL | Automatic tool change (ATC) for system boring bars (Werkzeugwechsler)
บทความนี้จัดทำขึ้นเพื่อเจาะลึกและวิเคราะห์การทำงานของหัวข้อ 'NILES-SIMMONS TURN-MILL | Automatic tool change (ATC) for system boring bars (Werkzeugwechsler)' โดยครอบคลุมถึงโครงสร้างกลไกและระบบการทำงาน เพื่อช่วยให้ผู้สนใจสามารถทำความเข้าใจองค์ประกอบและพารามิเตอร์สำคัญได้อย่างรายละเอียดครบถ้วน
การวิเคราะห์โครงสร้างและการทำงานเชิงลึก
Feature Highlight: Automatic Tool Change for System Boring Bars One of the standout innovations of the new generation of ...
สรุปสาระสำคัญของระบบ
จากการศึกษาและวิเคราะห์กรณีของ 'NILES-SIMMONS TURN-MILL | Automatic tool change (ATC) for system boring bars (Werkzeugwechsler)' พบว่าการทำความเข้าใจกลไกการขับเคลื่อนและโครงสร้างภายในจะช่วยเพิ่มประสิทธิภาพในการใช้งานและการบำรุงรักษาได้อย่างแม่นยำ